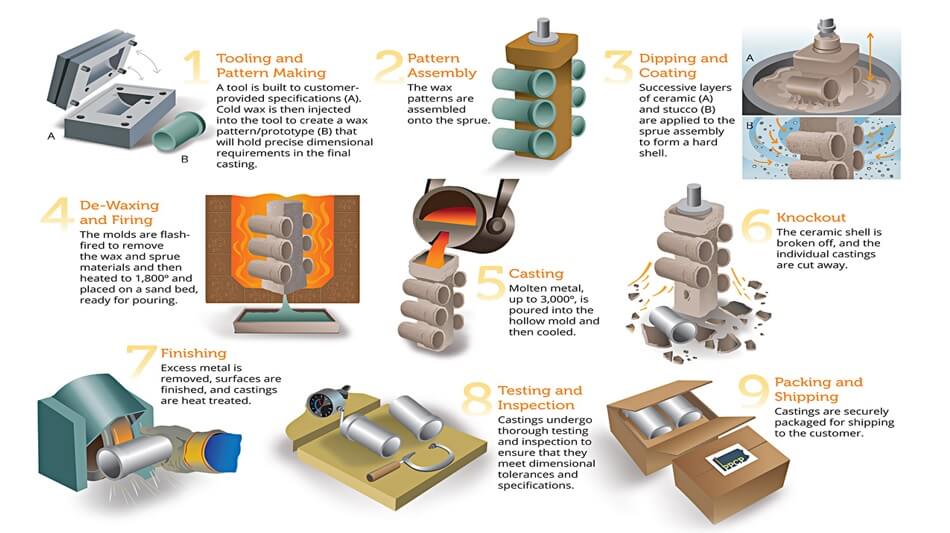
Investment Types of Casting Process
- It can cast very thin and complex features
- It offers excellent surface finish
- It offers excellent dimensional accuracy
- Can be used to cast all metals and alloys
Investment Casting – Broad Classification
- Ceramic cell investment casting
- Plaster mould investment casting
- Mercast investment casting
Plaster Mould Investment Casting
- Plaster mould investment casting the ceramic slurry is replaced with plaster of paris slurry.
Preparation
- The wax pattern is placed in side a flask and plaster of paris is poured in to it.
- The flask is shaken well so that the plaster of paris can flow to every nock and corner of the casting.
- After the plaster of paris is set or hardened the wax is drained out by heating.
- The mould is then heated in an oven to remove the moisture.
- Finally the molten metal is poured in to the mould and the paris is broken to collect the final product.
Mercast Casting Process
- Instead of wax mercury is used as a pattern.
- Initially the mercury pattern is prepared at below room temperature.
- The pattern then repeatedly dipped in ceramic slurry followed by stucco.
- It will form a thick layer of ceramic body over the mercury pattern
- Then the mercury is drained out at higher temperature.
- Finally, molten metal is poured and casted product is gettable after breaking of ceramic mould.
Advantages
- Good surface finish and dimensional accuracy.
Disadvantages
- Mercury patterns are heavy.
- Pattern production and shell building has to be carried out at -39 degree Celsius.
Advantages
- Size of casting can vary from few grams(dental brace for tooth) to 500kg(complex aircraft engine parts).
- Excellent surface finish up to 1.5 to 3.2 microns can be achieved.
- Close dimensional tolerance 0.08 to 0.13 mm can be achieved.
- Typical minimum wall thickness thinner sections up to 1 mm is possible to manufacture.
- Very and complex products like jewellery can be manufactured.
- Finishing not required after manufacturing.
- Any type of alloy can be casted.
- Castings are free from usual defects of sand casting.
Types of Casting Process – Limitations
- Productions of wax patterns makes the process costly.
- Huge castings cant be made.
- Relatively slow process.
- Core incorporation is difficult.
Die Casting Process
- Die casting is a metal types of casting process that is characterized by forcing molten metal under high pressure into a mold cavity. The mold cavity is created using two hardened tool steel dies which have been machined into shape and work during the process.
- Most die castings are made from non ferrous metals, specifically zinc, copper, aluminium, magnesium, lead, pewter and tin based alloys.
- Depending on the type of metal being cast, a hot or cold chamber machine is used.

Die Casting Advantages
- Excellent dimensional accuracy (dependent on casting material, but typically 0.1 mm for the first 2.5 cm (0.005 in. for the first inch) and 0.02 mm for each additional centimeter (0.002 in. for each additional inch).
- Smooth cast surfaces (1—2.5 μm (40—100 μin.) rms).
- Thinner walls can be cast as compared to sand and permanent mold casting (approximately 0.75 mm (0.030 in).
- Inserts can be cast-in (such as threaded inserts, heating elements, and high strength bearing surfaces).
- Reduces or eliminates secondary machining operations.
- Rapid production rates.
Die Casting Disadvantages
- Casting weight must be between 30 grams (1 oz) and 10 kg (20 lb).
- Casting must be smaller than 600 mm (24 in).
- High initial cost.
- Limited to high fluidity metals.
- A certain amount of porosity is common.
- Thickest section should be less than 13 mm (0.5 in).
- A large production volume is needed to make this an economical alternative to other processes.
Centrifugal Casting Process
- Centrifugal casting or rotocasting is a types of casting process technique that is typically used to cast thin walled cylinders.
- It is used to cast such materials as metal, glass, and concrete. It is noted for the high quality of the results attainable, particularly for precise control of their metallurgy and crystal structure.
Applications
- Jet engine compressor cases,
- Petrochemical furnace tubes,
- Many military products and other high reliability applications
Centrifugal Casting Advantages
- Castings acquire high density, high mechanical strength and fine grained structure
- Inclusions and impurities are lighter
- Gates and risers are not needed
- High output
- Formation of hollow interiors without cores
Centrifugal Casting Disadvantages
- An inaccurate diameter of the inner surface of the casting.
- Not all alloys can be cast in this way.
- Squeeze casting is a combination of casting and forging process.
- The process can result in the highest mechanical properties attainable in a cast product.
Squeeze Casting Working
- The process starts when the molten metal is poured into the bottom half of a pre heated die.
- As soon as the metal starts solidifying, the upper half of the die closes and starts applying pressure during the solidification process.
Squeeze Casting Advantages
- The extent of pressure applied is significantly less than that in forging.
- Parts of great detail can be produced good accuracy and surface finish can be produced.
- Coring can be used in tandem with the process to form holes and recesses.
- The high pressure and the close contact of molten alloy with the metal die surface results in minimum porosity(due to no gas entrapment) and improved mechanical properties.
- This process can be used for both ferrous and non ferrous metals.
Disadvantages
- The volume of the melt must be determined exactly.
Application of Squeeze Casting:
- Squeeze casting is an economical, simple and convenient process.
- It has found extensive application in automotive industry in producing aluminium front steering knuckles, chassis frames, brackets or nodes.
- High capacity propellers for boat engine.

Direct (LIQUID METAL FORGING)
This is done in equipment which closely resemble the forging process. Liquid metal is poured into lower die segment, contained in a hydraulic press. Upper die segment is closed. A very high pressure of 100 Mpa or more is applied to the whole cavity until the part gets solidified.
Indirect Squeeze Casting
This process is very much similar to die casting. It takes place in a die casting equipment. This equipment van be vertical or horizontal. The melt which is cleaned and grain refined is poured in to the shot sleeve of a horizontal or vertical casting machine. The melt is then injected into the die through relatively large gates. This is accomplished through relatively slow velocity (less than 0.5m/sec).
STIR Casting – Application
Stir casting process is one of the prominent and economical method for producing metal matrix composites.
STIR Casting Advantages
- Manufacturer can have desired property in a casted product (Composites can be prepared).
- Casted product will have good surface finish as the molten metal is stirred well that gas bubbles will disappear. Good mechanical properties viz. good hardness enhance
- wear resistance and temperature resistance.
- See More : Types of Fixtures
- See More : Ultrasonic Inspection Techniques
- See More : Thermal Energy Based Process
- See More : Pin Locating and Button Locators