In these high energy rate forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of load which make these processes useful to form large size parts out of most metals including those which are otherwise difficult to form. The parts are formed at a rapid rate, and thus these processes are also called high velocity forming processes.
Advantages
- Low die costs,
- Easy for maintaining good of tolerances,
- Difficult to form materials can be formed,
- Material does not show spring back effect.
Disadvantage
Skilled operators required.
CLASSSIFICATIONS
HIGH ENERGY RATE FORMING
![]()
EXPLOSIVE FORMING ELECTRO HYDRAULIC FORMING
MAGNETIC FORMING
We shall discuss these processes.
Explosive Forming
- Explosive forming, is distinguished from conventional forming in that the punch or diaphragm is replaced by an explosive charge.
- The explosives used are generally high explosive chemicals, gaseous mixtures, or propellants.
Principle of High Energy Rate Forming
The technique uses the energy generated by an explosive detonation to form the metal work piece.
Classifications
- Standoff Technique
- Contact Technique
Why Water is Used?
Generally water is used to ensure the even transfer of energy to the work piece and to reduce the noise create by the explosion.
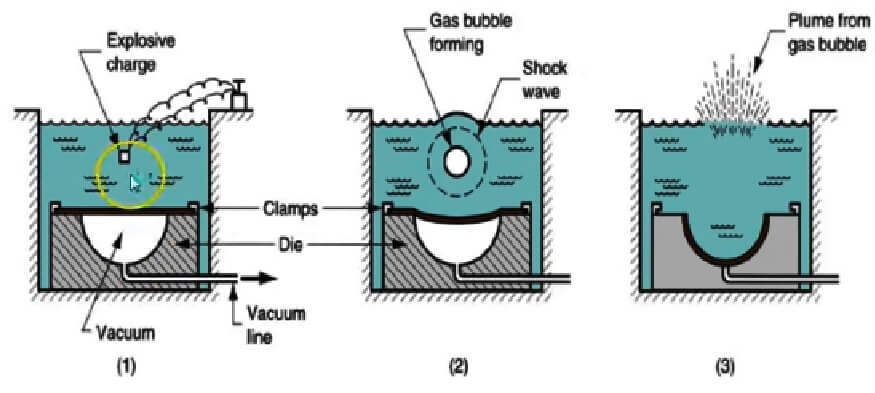
- Standoff Technique
- The sheet metal work piece blank is clamped over a die and the assembly is lowered into a tank filled with water.
- The air in the die is pumped out. The explosive charge is placed at some predetermined distance from the work piece.
- On detonation of the explosive, a pressure pulse of very high intensity is produced.
- A gas bubble is also produced which expands spherically and then escapes in to the atmosphere.
- When the pressure pulse impinges against the work piece, the metal is deformed into the die with as high velocity as 120 m/s.

Contact Method
- In this method the explosive will be in direct contact with the work piece while explosion occurs.
- The explosion can produce a very large pressure up to several million of Psi.
Why Explosive forming?
- Spring back effect completely avoided.
- Cost saving approach as only one die.
- Reusable die.
- Larger parts can be forms which cant be pressed.
- Explosives can be used of any mass and shape so that size of the product is not a matter of concern.
Applications
- Gas turbine body
- Aerospace body making e.g. missile parts.
- Strong materials like Inconel and Titanium can be formed easily.
- Cover plates for nuclear water basin.
- Heavy duty automotive and production industries.
Electro Hydraulic Forming
- Electro hydraulic forming (EHF), also known as electro spark forming, is a process in which electrical energy is converted into mechanical energy for the forming of metallic parts.
- A bank of capacitors is first charged to a high voltage and then discharged across a gap between two electrodes, causing explosions inside the hollow work piece, which is filled with some suitable medium, generally water.
- These explosions produce shock waves that travel radially in all directions at high velocity until they meet some obstruction.
- If the discharge energy is sufficiently high, the hollow work piece is deformed.
- The deformation can be controlled by applying external restraints in the form of die or by varying the amount of energy released.
Electro Hydraulic Forming Advantages
- EHF can form hollow shapes with much ease and at less cost compared to other forming techniques.
- EHF is more adaptable to automatic production compared to other high energy rate forming techniques.
- EHF can produce small to intermediate sized parts that don’t have excessive energy requirements.
Electro Hydraulic Forming Accuracy
- Accuracy of electro hydraulically formed parts depends on the control of both the magnitude and location of energy discharges and on the dimensional accuracy of the dies used.
- The energy within specified limits, therefore the primary factor is the dimensional accuracy of the die. External dimensions on tubular parts are possible to achieve within ± 0.05 mm with the current state of technology.
Materials (Application)
- Materials having low ductility or having critical impact velocity less than 30 m/s are generally not considered to be good candidate for EHF.
- All materials that can be formed by conventional forming processes can be formed by EHF also. These materials are aluminum alloys, nickel alloys, stainless steels, titanium, and Inconel 718.
- See More : Electrical Machine Design
- See More : Thermal Energy Based Process
- See More : Ultrasonic Inspection
- See More : Welding process Gas and Arc