Solid state welding is a group of welding processes which produces coalescence at temperature below the melting point of base materials being welded without the addition of brazing filler metal. Metallurgical bond is created without melting the base metals. In this welding, heat may or may not be applied. These processes are sometimes called solid state bonding processes.
This group of welding processes includes the following types:
- Cold welding
- Diffusion bonding
- Explosive welding
- Ultrasonic welding
- Friction welding
- Forge welding
- Roll welding
- Hot pressure welding.
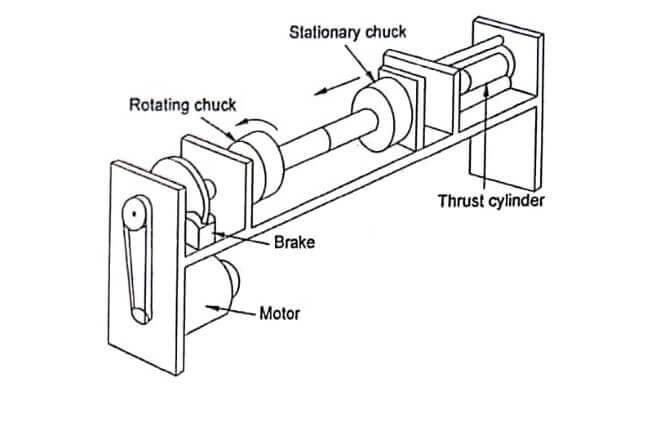
In all of these welding processes, time, temperature and pressure individually or in combination produce coalescence of the base metal without significant melting. Solid state welding is the oldest welding process and some of them are the newest. One of the solid state welding processes, called friction welding. In this friction welding, one of the workpiece is rotating at high speed and the other is stationary. When the stationary workpiece is forced to rotating at high pressure, the weld is formed due to friction between these two surfaces.
Advantages, Limitations and Applications of Solid State Welding
Advantages:
- The base metal does not melt and form a nugget.
- The metals being joined retain their original properties. Hence, there is no heat-affected zone problems involved.
- Metallurgical purity is maintained.
- Dissimilar metals can be bonded.
- It eliminates liquid phases.
- It can be applied at different temperatures and under different stresses.
- Weld is free from microstructure defects.
- There is no use of filler material, fluxes and shielding gas required.
Limitations:
- Surface preparation is necessary.
- Joint design is limited.
- Elaborate and expensive equipment may be required.
- Non-destructive inspection is very limited.
- Equipment is expensive.
It is a method used for relatively ductile metals such as aluminium, copper cupro-nicket, gold, silver, platinum, lead, zinc, tin and lead-tin alloys, nickel, palladium and cadmium etc., and it is particularly suited to welds in circular wire section. Dissimilar materials and materials of different sizes can all be welded.
Both butt and lap joints can be cold welded. Where the application demands the joining of lapped sheets to themselves or bars, a series of small welds can be used. When calculating strength, the designer should consider that at least half the thickness of one of the sheets will be lost due to the applied pressure. Butt joints are primarily used for joining wires and rods in diameters from 0.5mm up to 12mm.
The dies play an important role in a cold butt weld process. First, they must grip the material firmly. Therefore, the inside of the cavity is either etched or made with an electric pencil. The gap between two faces or noses of the die is also important. If it is too large, the material will just collapse or bend away. This dimension is taken care of during manufacture and it cannot be changed. Dies can also be manufactured to suit various profiles as long as the profile allows the die to be made in two halves.

Characteristics of Cold welding
- A cold weld is generally stronger than the parent material and has the same electrical characteristics.
- At least one of the metals must be ductile without excessive work-hardening.
- Total absence of applied heating occurs.
- Surface preparation is important.
- Both workpieces can be similar or dissimilar metals.
- Both workpieces should be cleaned.
- Short section on the workpieces should sheared off.
Advantages, Limitations and Applications of Cold Welding
Advantages:
- There are no thermal effects on the parts being joined and the process is fast.
- As the process is performed at ambient temperature, there are no thermal effects on the parts being joined.
- The weld zone is not only metallurgically homogeneous but the metal is work hardened amd stronger than the adjacent areas.
- It is simple and inexpensive to operate once dies have been produced.
- The process is fast.
- It is virtually no deformation.
- The ends of the wire or rod need no surface preparation to weld and the alignment of the two butt ends is automatic as the material is placed on the die.
- Parts are joined without contamination from sparks or dusts and vapours.
Limitations:
- As the welds are made in the solid state, they are difficult to inspect.
- The thickness of the parts is reduced significantly at the weld where the contact surfaces are sheared together.
- It is highly specialized type of welding with respect to joint design and materials to be welded.
- While the speed is an advantage to assemblers, it can also be a limitation.
- When a body moving that fast meets another, it will try to displace it.
Applications:
- It is used for joining of wire, foil to wire to bi-metals and sealing of heat sensitive containers such as those containing explosives.
- Rod coils are butt welded to permit continuity in post-weld drawing to smaller diameters.
- It is used for joining components where heating is not possible such as magnets.
- In the electronics industry, cold welding processes are used to seal tin plated steel crystal cans and copper packages for heat sensitive semiconductor devices.
- An interesting application of the process is underground wire servicing where joins need to be made in hostile environments such as in the presence of explosive gases.
- Cold welding is a hermetic sealing process widely used in the crystal, transistor and high powered solid state electronic switching industries.
DIFFUSION WELDING
It is a solid state welding process that uses heat and pressure, usually in a controlled atmosphere, with sufficient time for diffusion and coalescence to occur. In this process, moderate pressure of about 10MPa is applied to carefully cleaned surfaces of the workpieces at an elevated temperature below the melting point of the metals to result primarily from diffusion. Atoms diffuse across the interface to form the bond. Diffusion involves the migration of atoms across the joint due to concentration gradients. This process requires temperatures of about 0.6Tm(Tm is the melting temperature of the metal) in order to have a high diffusion rate between parts being joined. Here, plastic deformation at surfaces is minimal and primary coalescence mechanism is solid state diffusion.
When joining two materials of similar crystalline structure occurs, diffusion bonding is performed by clamping two pieces to be welded with their surfaces abutting each other. Prior to welding, these surfaces must be machined to smooth finish and kept free from chemical contaminants or other debris. Mostly, surface treatment including polishing, etching and cleaning as well as diffusion pressure and temperature are important factors regarding to process of diffusion bonding. Surface roughness value, Ra of less than 2 micron and waviness of less than 400 micron are preferred. Oxides need to be removed.
Diffusion bonding is performed under controlled atmosphere to prevent oxidation. Sometimes, a layer of filler material is needed to achieve good bonding. Any intervening material between two metallic surfaces, may prevent adequate diffusion of material because the strength of the welding depend on pressure, temperature, time of contact and cleanliness of the metal.
The example for diffusion welding is bonding of gold over copper. First, a thin layer of gold foil is obtained by hammering. Once clamped, the gold foil is then placed over copper and then the weight is placed on top of it, usually for many hours. In diffusion welding, the pressure may be applied by dead allows for exact measurements of load on the parts. The assembly is then placed in a furnace and left until a good bond is obtained.
Advantages, Limitations and Applications of Diffusion Welding
Advantages:
- Plastic deformation at surface is minimal.
- Dissimilar materials may be welded.
- Welds of high quality are obtained.
- There is no limitation in the thickness of workpieces.
- The bonded surfaces has the same physical and mechanical properties as the base material.
- The diffusion bonding is able to help us to build high precision components with complex shapes. Also, the diffusion is flexible.
- The diffusion bonding method can be used wildly, joining either similar or dissimilar materials and also important in processing composite materials.
- The process is not extremely hard to approach and the cost to perform the diffusion bonding is not high.
- The diffusion bonding process is able to produce high quality joints in which no discontinuity and porosity exist in the interface.
Limitations:
- It is a time consuming process due to low productivity.
- Time required for diffusion can range from seconds to hours.
- Very thorough surface preparation is required prior to welding process.
| Read More Topics |
| Laser beam welding process |
| Problems for robots in arc welding |
| Magnetic particle inspection in welding |