Progressive Die
These progressive die are designed to perform two or more operations at different stages every time when the ram descends. The stock strip is advanced through a series of stations that perform one or more distinct die operations on the workpiece. The strip must move from the first through each succeeding station to produce a complete workpiece. After that, a complete workpiece is produced with each stroke of the ram.
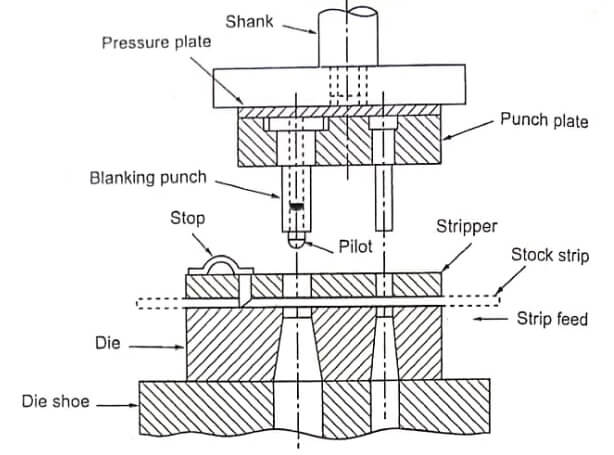
image shows a progressive die to carryout piercing and blanking operations. The stock strip is fed into the die mechanically
or by hand. The primary stop is pushed-in by hand to hold against the lead end of the sheet metal. The primary die stop is drawn back after the hole is pierced. The hole is pierced by the piercing die set in the first cutting stroke of the ram.
DIES
Die is a tool used to cut or shape the material in a press. Dies are custom designed based on the parts to be produced. A die set is the fundamental portion of every die. It consists of two halves, upper shoe and lower shoe. The die block on which the die opening (female part of the die set) is machined is attached on the lower shoe. The punch plate on which the punch (male part of the die set) fastened is attached on the upper shoe. Both die block and punch plate are separated from the die shoes by backup plates. Both die shoes are connected by guide pins or guide posts, which provide a precise alignment of these two halves during die operation.
Types of Dies
The dies may be classified according to the type of operation performed and according to the type of construction of die. The various types of dies are as follows.
Simple Dies
These dies are designed to perform any single specific operation, such as blanking, punching, notching, trimming, etc. It consists of standard components of a die set. It may also be called a single operation die. Stop pins are also provided in the die for indexing strip of sheet metal.
Progressive Die
After the primary die stop is released, the stock advances to the next station where it contacts the automatic button die stop. The correct spacing is obtained by the help of the secondary stop pin. In the second cutting stroke of the ram, the pilot of the blanking punch enters the pierced hole and ensures exact alignment of the stock as the part is blanked. At the same time, the blanking punch descends and shears the metal to form a washer. While the blanking operation is performed, the piercing punch produces a hole for the next washer at the first station. Thus, after the first stroke, when only a hole will be punched, each stroke of the press produces a finished washer.
A progressive die is also known as Cut-Carry die. It is a multi- station die that performs several operations in a single stroke
of the ram in a press. Example, piercing operation is carried out in one station and it is further progressed to next station to perform blanking operation. At the same time, next piercing operation will be performed for the s second washer while blanking the first washer.
Progressive dies are often made with many stations. When establishing the se sequence of operation for progressive dies, punching operations must t be placed first. Operations that required bending and forming must be done in the later stations. Necessary care must be taken to avoid pierced holes too close to a bend.
The blanking and piercing punches should not be of same height. A stepping is given in order to reduce the forces. For piercing operations, the punch will have the shear and the die will be flat. For blanking operations, the punch will be flat and shear is given to the die.
Advantages of Progressive Die
- The number of operations can be performed with one handling of the stock strip.
- For every stroke of the ram, one workpiece is made.
- It is fairly simple to construct and are economical to repair.
- It is suitable for mass production.
Disadvantages of Progressive Die
- Thin stock of soft materials may cause trouble by bending or tearing around piloting holes.
- Workpiece may become dished as they are pushed through the die since they have a little support.
- It is complicated design of die set as compared with simple dies.
- The cost of die set is high when compared to simple die set.
Compound Dies
In a compound die, two or more cutting operation, such as blanking, piercing operations are combined and carried out in one stroke of the press at one station only. Order to do this, both the upper and lower elements of the die set carry punching and blanking elements which are directly opposed to each other. In other words, the piercing punch acts in the opposite direction with respect to the blanking punch.
Here, the blanking punch also serves as the piercing die. The blanking punch and blanking die opening are mounted in an inverted position. The sidewalls adjacent to the cutting edges of the blanking die opening are straight because the blank does not pass through the die. During the part of the stroke, piercing of hole is done on the stock and upon further travel, the blanking operation is done. Angular clearance must be provided in the piercing die to allow slugs to drop through the die.

Compound dies are designed in such a way to carry out both the piercing and blanking operations at the same in a single stroke of ram. The workpiece will not be progressed to the next station. Example, blanking and piercing operations are combinedly carried out in a single stroke of the ram. The main difference between progressive and compound dies is, ‘N’ numbers of washers can be produced in ‘N’ strokes of ram in the case of compound dies but ‘N+1’ strokes are needed to produce ‘N’. washers for progressive dies. The progressive and compound dies are mainly used to perform cutting operations.
Advantages
- More accurate workpiece can be produced.
- Large parts can be blanked in a smaller press, if compound dies are used.
- Shorter length of strip materials can be used.
- The cost of production is very less.
Disadvantages
- It is more expensive to construct and repair.
- It is complicated design of the die set when compared to progressive dies.
- The tonnage requirement is high.
- It is slower in operation as compared with progressive dies.
Comparison between Progressive and Compound Dies
| S.No | Progressive die | Compound die |
| 1 | It performs one operation at a time in each station. | It performs more than one operation at a time in each station. |
| 2 | Tonnage requirement is less | Tonnage requirement is more. |
| 3 | Simple in design and construction of die set. | Complicated in design and construction of die set. |
| 4 | It ensures less accuracy position relationship between various elements of the job. | It ensures more accuracy relationship between various elements of the job. |
| 5 | Less expensive to construct and repair. | More expensive to construct and repair. |
Combination Dies
In combination dies, in addition to cutting operations, non-cutting operations are also performed. In other words, the cutting and non- cutting operations (forming) are combinedly carried out in one stroke of the press. The typical cutting operations that may be performed in the combination die are blanking, punching, trimming, cutting-off. whereas non-cutting operations are bending, forming, extruding, embossing. Figure shows a combination die that blanks and draws a cup.

The upper die block has a blanking punch at its centre. As the punch descends, the metal is first sheared and the required size of the blank is obtained. The drawing punch now actuates and draws out the metal, while the blanking punch serves as a pressure pad. A spring stripper strips the skeleton from the blanking punch. A knock out bar extending through the centre opening is used to eject the drawn out part at the end of the stroke.
Difference between combination die and compound die
| S.No | Combination Die | Compound Die |
| 1 | It performs more than one operation at a time in the same station. | It also performs more than one operation at a time but in each station. |
| 2 | Tonnage requirement is less. | Tonnage requirement more. |
| 3 | Maintenance will lead to idle of the die due to break down. | During maintenance, one station atleast can work. |
| 4 | N number of components can be made with N strokes of die. | N number of components can be made with N+1 strokes of die. |