A standard mould for injection moulding is divided in two sides: cavity side and core side. A cavity side consists of sprue and runner system through which the plastic melted from nozzle enters into the mould. A core side consists of core, de moulding system and ejection system. Since this type of mould have one parting line and one opening direction, it cannot be used for parts that have undercut inner and outer screws.
Working Principle of Injection Moulding
Injection moulding is a process of producing parts from thermoplastics and thermoset plastics. Injection moulding is the
major part of the plastic Industry. The capacity of injection moulding system is producing parts with complex three dimensional geometric shapes in a single production step in an automated process. In most cases of injection moulding processes, the finishing operation is not necessary and it makes it suitable for mass producing of articles. The typical injection moulded parts found everywhere in day today life, such as automobile parts, household articles and toys etc.
The injection moulding is used to achieve high speed moulding of thermoplastics. The working principle of this process is that the molten thermoplastic is injected into a mould under high pressure. For achieving high pressure, the plunger system is used.
The moulding material is loaded into a hopper from which it is transferred to a heating section by a feeding device where the temperature is raised in the range of 150°C – 370°C. The material is melted and forced by an injection ram or by a plunger through the nozzle and sprue in a closed mould which forms the part. There are two types of injection moulding and given below.
Ram or Plunger Type Injection Moulding

The ram and plunger type injection moulding has two units.
- Injection unit.
- Clamping unit.
So, it may be split in order to eject the finished component.
Initially, the polymer is filled in a hopper. Then it goes to the heating section where the polymer is melted and the pressure is increased. The heated material is injected by the ram under pressure. So, the heated material is forced to fill in mould cavity through the nozzle to get the required shape of the plastics. Here, the mould is water cooled type.
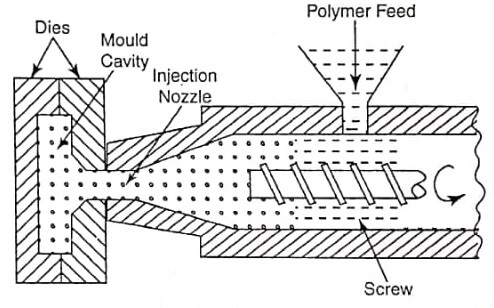
Screw Type Injection Moulding
The injection unit has hopper, screw, and heating section. In clamping section, it has a mould. In a screw type moulding machine, initially, the pellets are fed into the hopper. The resins are pushed along with the heated reciprocating screw. The screw is moved forward to force the plastic material into the mould. The screw itself is moving backwards and allowing the accumulation of enough material to fill the mould.
The rotation of the screw provides the plasticizing action by shearing and frictional effects. The axial motion of the screw provides the filling action.
The plastics in powder or granular form mixed with resins poured on a hopper which is transferred it to a barrel with a reciprocating screw. The barrel is heated to melt the plastic mixture into liquid state. The rotating screw transport sand injects the molten plastic mixture into a split mould cavity through a small opening called injection nozzle. The mould is then cooled to solidify the molten plastic and the part is removed by opening the split type mould.
In this type also, there are two units to split and eject the finished component, such as
1) Injection unit.
2) Clamping unit.
The jet moulding process is used to find the problems occurred in injection moulding process. The reaction moulding is the recent development in injection moulding. In a reaction moulding, the low viscosity monomers are used in the mould. A chemical reaction takes place between resins at low temperature and a polymer is created.
In a jet moulding, the plastic is preheated about 93°C in the cylinder surrounding the nozzle. The reaction moulding is suitable for the production of polyurethane moulding.
Advantages of injection moulding
- It has high production capacity and less material losses.
- Low cost and less finishing operation can be obtained.
- It is used for making complex threads and thin walled parts.
- Accuracy becomes ‡ 0.025mm
- Wide range of shapes can be moulded.
Applications
- It is used in making parts of complex threads.
- It is used to produce intricate shapes, such as thin walled parts.
- Used to produce typical parts, such as cups, containers, tool handles, toys, knobs, plumbing fittings.
- It is used to produce electrical and communication components, such as telephone receivers.
Limitations
- Equipment of cylinder and die should be non-corrosive.
- Reliable temperature controls are essential.
- The injection capacity of injection moulding machines ranges from 12,000 mm³ to 2.2. x 10 mm³.
Types of Moulds for Injection Moulding
- Slide mould
- Three plate moulds
- Split cavity mould
- Mould With screw device
- Stripper ejector mould.