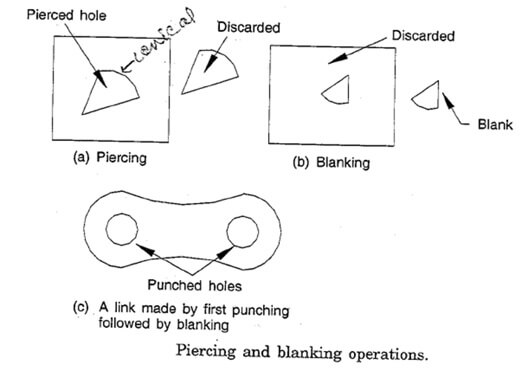
It is the sheet metal operations of production of a hole in a sheet metal by the punch and die. In case of punching, a circular hole is produced, where as in the case of piercing, the hole produced may be of any shape.
Blanking
It is the operation of cutting a piece of the required shape from a sheet using a punch and a die for a need. The material punched out is the required product in blanking is called blank.
Piercing and Blanking
- Blanking and piercing are shearing processes in which a punch and die are used to modify webs. The tooling and processes are the same between the two, only the terminology is different: in blanking the punched out piece is used and called a blank; in piercing the punched out piece is scrap.
- It is the operation of production of a hole in a sheet metal by the punch and die.
- In case of punching, a cylindrical hole is produced, where as in the case of piercing, the hole produced may be of any shape.
Beading
- It is the formation of the rolled edge by bending the edge of the sheet metal.
- It gives the strength and stiffness to the edge.

Notching
It is the operation of removal of metal of the desired shape from the edge of the plate.
Flanging
- It is the process of bending the edges of the sheet metal at 900.
- It is done to increase the stiffness or to join the two sheet metal parts.
Hemming
- It refers to the process of folding over the edge of a piece of sheet metal and then pressing it to make it flat.
- This stiffens the sheet and creates safer, non jogged edge.

Seaming
- For joining two sheets at the edges without use of fasteners, welding, or other joining processes, seaming operation is used.
- One or both sheets are flanged before seaming.
Perforating
It is the operation of production of a number of evenly spaced holes in a regular pattern on a sheet metal.
Slitting
It is the operation of cutting a sheet metal along a straight line.
Lancing
It is the operation of cutting a sheet-metal through the part of its length and bending the cut portion.
Drawing
- Drawing is a metalworking process which uses tensile forces to stretch metal or glass.
- As the metal is drawn (pulled), it stretches thinner, into a desired shape and thickness.
Classification
- Wire drawing
- Deep drawing
Wire Drawing
- Bar or wire drawing is a deformation process in which the work piece in the form of cylindrical bar or rod is pulled through a converging die.
- The stress applied is tensile.
- However, the material is subjected to compressive stress within the die there by deforming plastically.
- A bar or rod is drawn down in order to reduce its diameter.
- In general, drawing results in reduction in area of cross section. Drawn rods are used as raw materials for making bolts etc. Wire drawing is used for producing wires e.g.
- electrical wires, cables, strings, welding electrodes, fencing etc.
Difference Between Wire Drawing and Bar Drawing
- Basic difference between bar drawing and wire drawing is the size of bar stock used for bar drawing is large.
- Wire is a drawn product having less than 5 mm dia. For wire drawing smaller diameter bar stock is used.
- Wire drawing is usually done in multiple steps, using 4 to 12 dies, because the length of the wire drawn is very large several meters. Bar drawing is done in single draft.
- Wire drawing is a continuous process bar drawing is discontinuous.
Deep Drawing
- Deep drawing is a sheet metal forming process in which a sheet metal blank is radially drawn into a forming die by the mechanical action of a punch.
- It is thus a shape transformation process with material retention.
- The process is considered “deep” drawing when the depth of the drawn part exceeds its diameter.
Applications – Sheet Metal Operations
Cup shaped objects, utensils, pressure vessels, gas cylinders, cans, shells, kitchen sinks etc are some of the products of deep drawing.
Stress Developed Due to Deep Drawing
- The flange region (sheet metal in the die shoulder area) experiences a radial compressive stress and a tensile stress along tangential direction.
- These compressive stresses (hoop stresses) result in flange wrinkles (wrinkles of the first order).
- Wrinkles can be prevented by using a blank holder, the function of which is to facilitate controlled material flow into the die radius.
Sheet Metal Works
Easy to transport. Sheet metal is easy to transport due to it’s light weight. Because the material is manufactured in thin sheets, stacking a ton of material for transportation is not an issue.
Weather Resistant. Sheet metal operations is processed using chemicals that make the material resistant to UV rays, corrosion and moisture. If there is a scratch in the sheet metal, the chemicals used to treat the sheet will prevent further damage.
Malleability. Just like gold or copper, sheet metal is very malleable due to it’s thinness and low density.
| Read More Topics |
| Solid state welding process |
| Types of Casting Process |
| Atomic Hydrogen Welding |