Introduction Chemical Machining Process (CHM)
In chemical energy methods, Chemical Machining Process the metal is removed from the workpiece through controlled etching of the workpiece material in contact with a chemical solution.
Example: Chemical Matching (CHM)
In Electro chemical energy methods, material is removed by ion displacement of the workpiece material in contact with a chemical solution.
Example:
- Electro Chemical Machining (ECM)
- Electro Chemical Grinding (ECG)
- Electro Chemical Honing (ECH)
- Electro Chemical Deburring (ECD)
Chemical Machining or Chemical Milling (CHM)
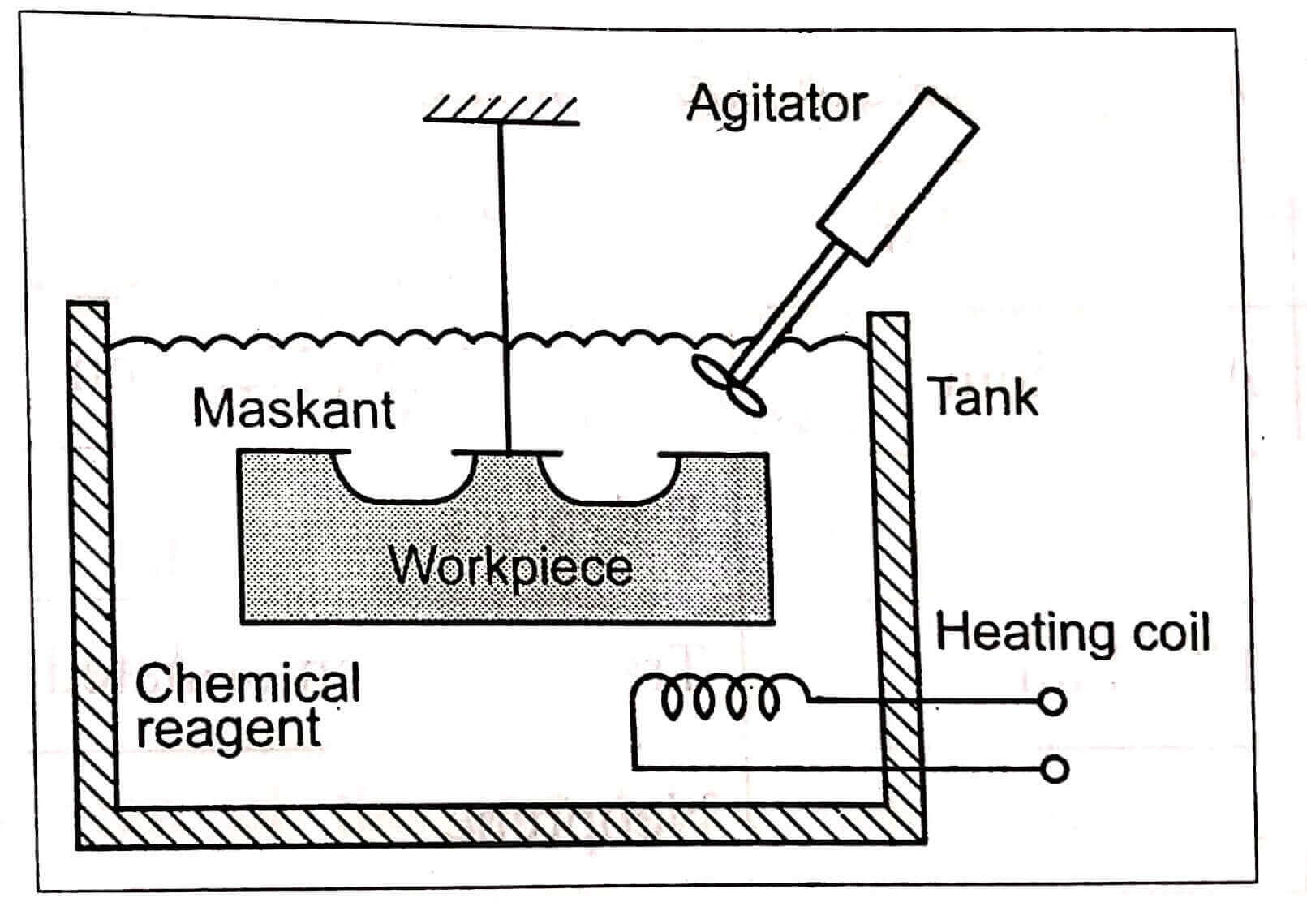
Construction and Working
- In this process, material is removed from the workpiece through a controlled etching or chemical attack of the workpiece material.
- Material can be material from selected area of workpiece or from the entire surface of the workpiece, according to requirement.
- If selective machining is desired, the areas of the workpiece which are not be machined are covered with a resistant material, called a resist or maskant.
- The workpiece to be machined is first cleaned in trichlorethylene vapour or in a solution of mild alkaline at 85 to 900C, followed by washed in a clean water. This removes dust and oil from the workpiece.
- After cleaning, the workpiece is dried and coated with the maskant material.
- The workpiece is then immersed in a chemical reagent. So, chemical reaction takes place and the metal is removed from the workpiece.
The metal is removed by the chemical conversion of the metal into metallic salt.
- The time of immersion of the workpiece depends upon the amount of material removed by chemical action.
- The chemical etching agent depends upon work material. Caustic soda is used as etching reagent for aluminium, solution of hydrochloric and nitric acids for steel and iron chloride for stainless steels.
- In order to obtain a uniform depth of metal removal, temperature control and stirring of chemical reagent is important.
- After machining, the workpiece should be washed thoroughly to prevent reaction with any chemical etching reagent residues.
Etchants
The chemical reagent (etchant) is used to remove the metal from the workpiece. The metal is removed by the chemical conversion of the metal into metallic salt.
The chemical etching reagent depends upon work material. The following
| SI.NO | Material | Etchant |
| 1. | Aluminium | Caustic Soda |
| 2. | Steel | Hydrochloric acid or Nitric acid |
| 3. | Stainless steel | Iron chloride |
| 4. | Magnesium | Nitric acid |
| 5. | Titanium | Nitric acid |
Maskants
In chemical machining process, the areas of the workpiece which are not be machined are covered with a resistant material, called a resist or maskant.
Classification or Chemical Machining Process
The chemical machining process can classified as follows:
- Chemical Blanking : In the chemical blanking, the material is etched entirely on the workpiece. It is used for cutting out parts from thin sheet metals or foil sheets.
- Contour Machining : In contour machining, the material is selectively etched from certain areas on the workpiece. It is used for removing metal from thicker workpieces.
Application of Chemical Machining Process (CHM)
Chemical machining process is applied in great number of usages where the depth of metal removal is critical to a few microns and the tolerances are close.
The major application of chemical machining is in the manufacture of burr free components.
Advantages of CHM
- Burr-free components are produced.
- Most difficult to machine materials can be processed.
- High surface finish is obtained.
- Any metal can be machined.
- Stress free components are produced.
- Since the process is comparatively simple, there is no need of highly skilled labour.
- Both faces of the workpiece can be machined simultaneously.
- Hard and brittle materials can be machined.
- Tooling cost is very low.
- Complex contours can be easily machined.
Disadvantages of CHM
- Since the process is slow, metal removal rate is low.
- Manufacturing cost is high.
- Workpiece thickness, that can be machined, is limited.
- Large floor area is needed.
- It is not possible to produce sharp corners.
Electro-Chemical Machining
Electro-Chemical Machining (ECM) is one of the recent and most useful machining process. In this process, electrolysis method is used to remove the metal from the work piece.
It is best suited for the metals and alloys which are difficult to be machined by mechanical machining processes.
PRINCIPLE
The process is based on the principle of Faraday’s laws of electrolysis which may be stated as follows
The first law states that the amount of any material dissolved or deposited, is proportional to the quantity of electricity passed.
The second law proposed that the amount of change produced in the material is proportional to its electrochemical equivalent of the material.
Basically in electroplating, the metal is deposited on the work piece, while in ECM, the objective is to remove the metal from the work piece. So, the reverse of electroplating is applied in ECM process.
Therefore, the work piece is connected to positive terminal (anode) and the tool is connected to negative terminal (cathode). When the current is passed, the workpiece loses metal and the dissolved metal is carried out by circulating an electrolyte between the work and tool.
Construction and Working of ECM Process
Construction
- The schematic arrangement of ECM process
- It consists of work piece, tool, servomotor for controlled tool feed, D.C power supply, electrolyte, pump, motor for pump, filter for incoming electrolyte and reservoir for electrolyte.
- A shape tool (electrode) is used in this process, which is connected to negative terminal (cathode) and the work piece is connected to positive terminal (anode).
It is clear that the material removal rate increases with current and the material can be operated at the highest feed rate condition. The following factors which affects the current flow are
- Gas evolution (H2) at the cathode surface may reduce the current flow.
- Polarized ionic layers may build up at electrode, causing large voltage drops near the surfaces.
- When electrolyte is heated more, it results in boiling. It automatically reduces the electrolytic action.

Tool Material, Tool Design and Insulation
Since the tool has no contact with the work piece, there is no tool wear. So any material that is good conductor of electricity can be used as tool material.
The general requirements of tool material in ECM process are
- It must be a conductor of electricity.
- It must be chemically inert to the electrolyte.
- It must be easily machinable.
- It must be rigid enough to take up the load due to fluid pressure.
Most commonly used tool materials are copper, brass, titanium, copper-tungsten and stainless steel when the electrolyte is made of sodium or potassium.
The other materials which can be used as tool materials are aluminum, graphite, bronze, platinum and tungsten carbide.
The following table shows the properties of some of the tool materials
The following features may be noted
- Insulation on the sides of tool permits machining at bottom surface only. So, there is no ECM effect on sides and thus no tapering effect.
- Provision of radii at bottom avoids turbulence and break of flow. It also encourages uniform electrolyte flow around the corner.
- The electrolyte is made to flow from the inside of the tool cut, around the cutting edges and up through the hole.
While designing the tool, the following two aspects are important
Determine the tool shape, so that the desired shape of the job is obtained under existing machining conditions.
Design the tool by considering the electrolyte flow, insulation strength and fixing arrangements.
Electrolyte
In ECM process the electrolyte is used for the following purposes
- It carries the current between tool and the work piece.
- It cools the cutting zone which becomes due to the flow of high current.
- It removes products of machining from the cutting zone.
Electrolyte can be selected on the basis of material to be machined. The sodium and the potassium salts are most commonly used as electrolytes.
| Read More Topics |
| Gas turbine power plant |
| Combined cycle nuclear power |
| Gas cooled reactor |
| Sheet metal operation |